


Aufgabenstellung: Zuverlässige Vorhersage des Ausbringens
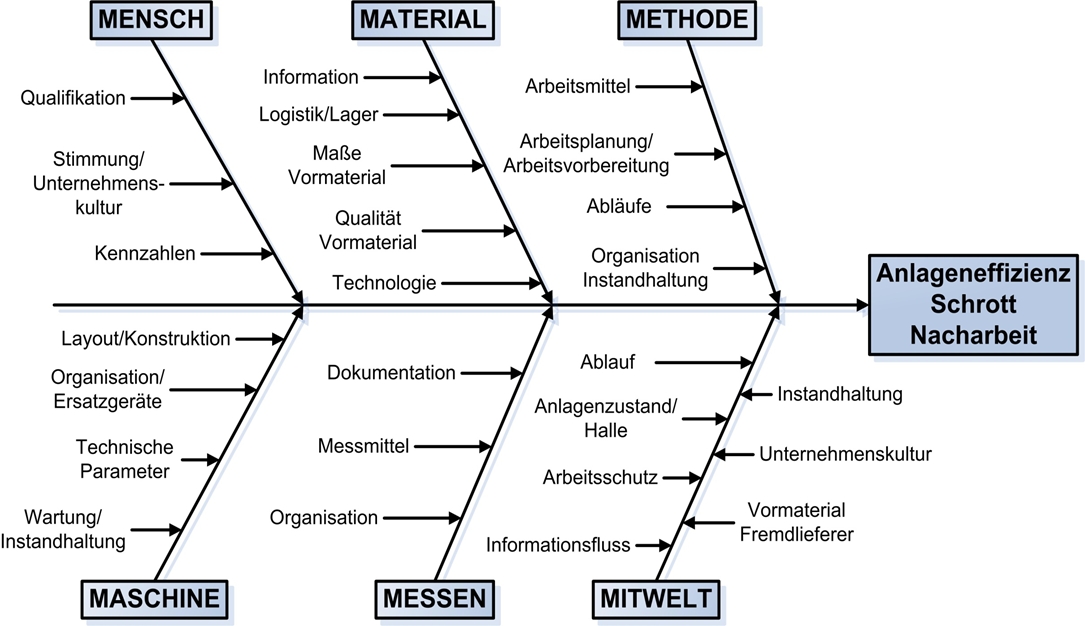
Ishikawa-Diagramm zur Ursachenanalyse
In der vergangenen Woche hatte ich folgende Anfrage: Ein Berufsanfänger soll in drei Monaten das Ausbringen (die Produktionsleistung) von über 50 Varianten eines Produktes, die auf 7 Fertigungslinien laufen und untereinander in Wechselwirkung stehen, zuverlässig voraussagen.
Die einzigen Haken: Der Wochen- und Tagesbedarf schwankt kurzfristig und es gibt erhebliche Personal- und Maschinenausfälle. Es gibt High- und Lowrunner, das Rüsten ist in der Reihenfolge wohl schon optimiert, Stichwort Rüstmatrix.
Offensichtlich sind jedoch weder die gegenseitigen Wechselwirkungen noch die Einflussgrößen auf die Personal- und Maschinenausfälle bekannt.
Daraus ergibt sich der Lösungsansatz
Start mit einem Workshop, in dem mit einem Ishikawa-Diagramm die Einflussgrößen auf das Ausbringen zusammengetragen werden. Vertiefung der Ursachenanalyse mit der 5W-Fragetechnik. Für die Quantifizierung der Störgrößen – sofern keine zuverlässigen Statistiken vorliegen – Ablaufanalysen an den Maschinen und/oder eine Multimomentstudie über den gesamten Produktionsbereich durchführen. Um den Engpass zu identifizieren und Takt- und Durchlaufzeiten zu bestimmen, eine Wertstromanalyse für einen Highrunner machen. Dabei unbedingt die Materialversorgung und die Bestände, aber auch den Informationsfluss prüfen. Die Ergebnisse visualisieren. Vermutlich ist auch ein 6S-Audit mit entsprechenden Maßnahmen angebracht.
Die Ergebnisse der Analysen werden zusammengetragen und in weiteren Workshops ausgewertet. Dabei muss immer der übergeordnete Fokus – die zuverlässige Vorhersage des Ausbringens unter Berücksichtigung der gegenseitigen Wechselwirkungen – im Auge behalten werden. Typische Fragen: wird das Pull-Prinzip angewandt? Wie groß sind die Losgrößen? Sind die Arbeitsinhalte an den einzelnen Stationen optimal ausgetaktet? Warum sind die Mitarbeiterausfälle so hoch? Sind die Mitarbeiter ausreichend qualifiziert und motiviert?
Workshopteilnehmer
Projektleiter (der Berufsanfänger), Arbeitsvorbereitung/Produktionsplanung, Produktionsleiter, Meister, Vorarbeiter, ggf. QS, Vertrieb; ggf. weitere Teilnehmer je nach Bedarf
Für die geplanten Maßnahmen müssen Termine und Verantwortliche festgelegt werden. Die Umsetzung muss mit einem geeigneten Projektmanagement gesteuert und kontrolliert werden.
Langfristig ist vielleicht sogar ein mathematisches Modell für die optimale Produktionsplanung denkbar.



0 Kommentare